Carrera 28 # 69 - 79 Palmira, Valle del Cauca - Colombia
(602) 2855204
(57) 322 6934545
esremcal@esremcal.com
NUESTRO PORTAFOLIO
Con más de 35 años de experiencia, en ESREMCAL SAS nos especializamos en la fabricación, montaje, reparación y mantenimiento de calderas y sistemas industriales complejos, trabajando con empresas líderes en sectores como la energía, el papel y el azúcar. Nuestra trayectoria nos ha consolidado como un socio estratégico en grandes proyectos.
TRABAJOS REALIZADOS
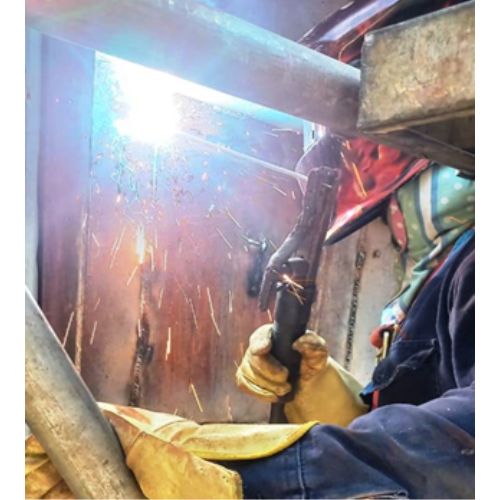
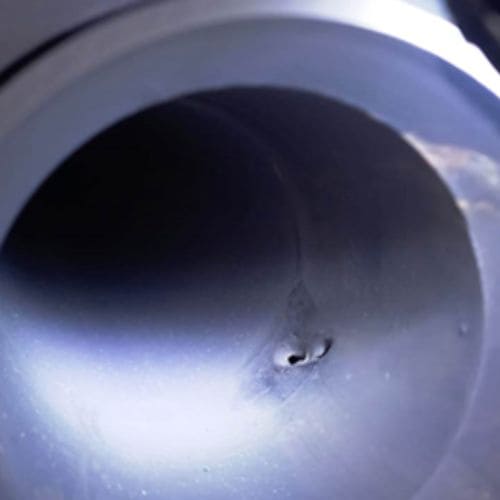
REPARACIÓN DE FUGA EN EL ECONOMIZADOR DE LA CALDERA N.º 8
Reparación de fuga en el economizador de la caldera 8; Se inicia cortando casing de medidas 40 cm x 40 cm para ubicar la fuga, se observa que la fuga esta en la parte superior del economizador, ubicada en la curva tres (3) de la fila tres (3), se procede a cortar casing superior (43 cm de ancho x 49.5 cm de largo); Se identifica fisura de 6 mm de longitud, se realiza limpieza del área y se solda colchón con proceso GTAW, aporte ER 70S-6, soldador Diego Fernando Tenorio (D.F.T). Se inspecciona visualmente y se realiza prueba de presión hidrostática con resultados satisfactorios.
Se identifica fuga en la parte superior del economizador.
Corte de casing superior, donde es hallada la fuga.
Identificación de fisura.
Limpieza en la curva 3 de la fila 3.
Aplicación de soldadura GTAW.
Inspección visual y prueba de presión hidrostática con resultados satisfactorios.
Instalación del casing inferior con proceso de soldadura SMAW.
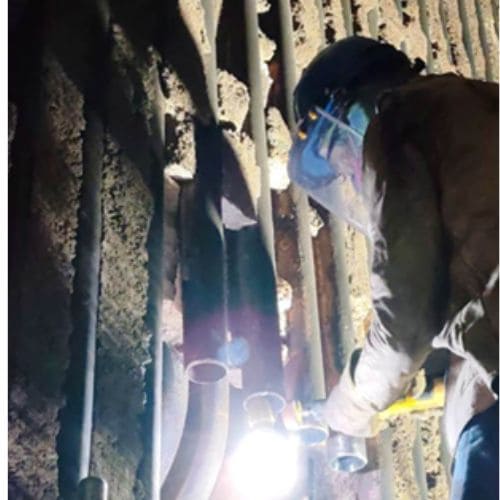
MANTENIMIENTO GENERAL DE LA CALDERA PIROTUBULAR HORIZONTAL N°2.
El mantenimiento de la caldera se realizó tras una inspección exhaustiva y la aprobación técnica de ESREMCAL S.A.S., ajustando el alcance por el estado crítico del equipo. Se ejecutó el bloqueo de energías, apertura completa de la caldera y ensayos no destructivos. Las fugas detectadas en la placa porta tubos fueron reparadas y verificadas mediante prueba hidrostática satisfactoria. Se efectuó limpieza mecánica, lavado químico y revisión del tren de gas, incluyendo el cambio del regulador de presión.
Apertura del equipo, tapa frontal.
Apertura del equipo, tapa posterior y armado de andamios.
Proceso de lavado (hidrolavado) del equipo internamente.
Proceso de lavado (hidrolavado) del equipo por los handhole.
Informe tecnico
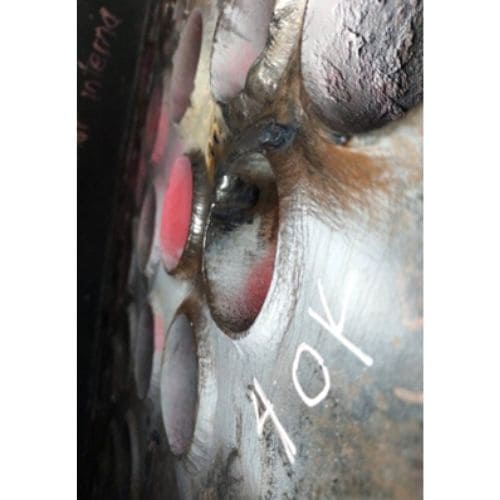
Se realizaron ensayos de tintas penetrantes en juntas de soldadura y bocas de tubos de la placa porta tubos posterior, identificándose 10 indicaciones que fueron reparadas mediante remoción de fisuras y soldadura GTAW con aporte ER 70S-6, previa aplicación de precalentamiento controlado. Las reparaciones fueron verificadas mediante nuevos END y prueba hidrostática, confirmándose la eliminación de fisuras y la ausencia de fugas, con soporte en registro fotográfico del proceso.
Vista del economizador.
Proceso de lavado (Hidrolavado) del economizador.
Instalación de empaque para manhole de entrada/salida superior.
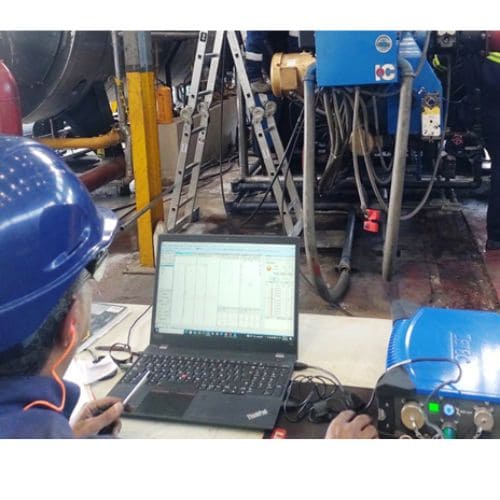
Verificación y calibración del tren de gas.
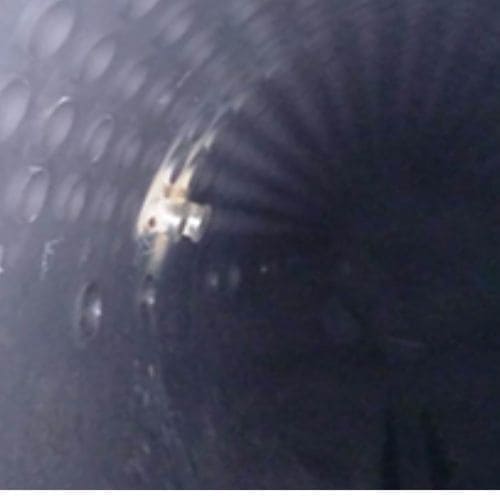
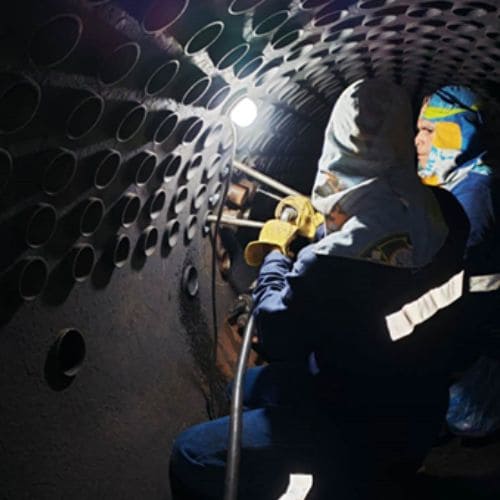
Inspección visual Remota
Se realizó inspección visual remota a los 158 tubos de la caldera pirotubular No. 2, evidenciándose presencia de lodos derivados del tratamiento del agua, los cuales fueron removidos mediante limpieza mecánica. Posteriormente, se repitió el ensayo RFT con resultados satisfactorios, sin hallarse obstrucciones, deformaciones o daños que comprometieran la operación del equipo. Se recomienda optimizar la limpieza de los tubos y el tratamiento de agua para mejorar la eficiencia térmica y prevenir sobrecalentamientos.
Tintas Penetrantes (PT)
Se realizaron ensayos de tintas penetrantes en juntas de soldadura y bocas de tubos de la placa porta tubos posterior, identificándose 10 indicaciones que fueron reparadas mediante remoción de fisuras y soldadura GTAW con aporte ER 70S-6, previa aplicación de precalentamiento controlado. Las reparaciones fueron verificadas mediante nuevos END y prueba hidrostática, confirmándose la eliminación de fisuras y la ausencia de fugas, con soporte en registro fotográfico del proceso.
Identificación de la primera fisura mediante PT.
Remoción de la fisura.
Verificación de la fisura removida mediante PT, con resultados satisfactorios.
Precalentamiento.
Medición de temperatura de precalentamiento.
Verificación con PT, resultados satisfactorios.
Reparación con procceso GTAW.
Reparación con procceso GTAW.
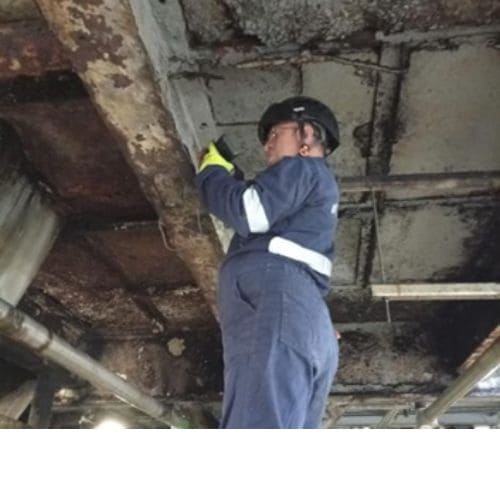
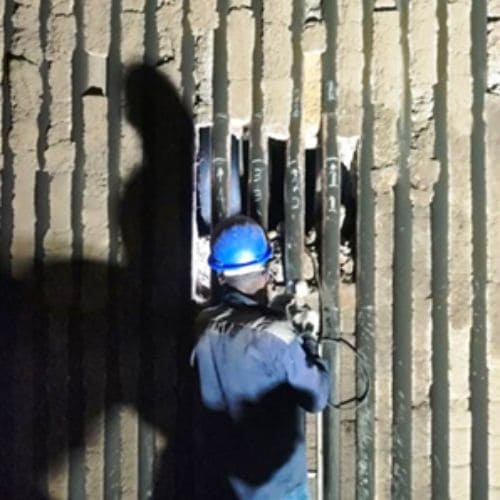
INSPECCIÓN A ESTRUCTURA DE CENTRIFUGAS
Alcance
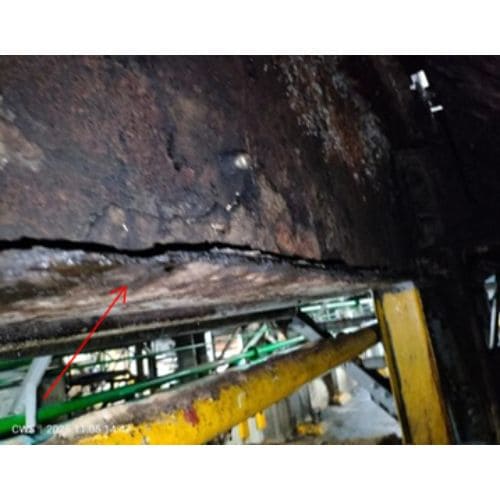
ESREMCAL S.A.S. desarrolló la inspección por Ensayos No Destructivos (END) a la estructura que soporta las centrífugas de Masa “B” en la fábrica del Ingenio Manuelita, sede Palmira. La evaluación se realizó mediante inspección visual directa, medición de espesores por ultrasonido y tintas penetrantes, con el objetivo de verificar el estado de las vigas, identificar posibles anomalías, corrosión o deformaciones, y asegurar la confiabilidad y seguridad de la estructura, de acuerdo con los requerimientos del cliente y los códigos de referencia aplicables.
Vista general viga A
Registro de espesores por UT en viga A
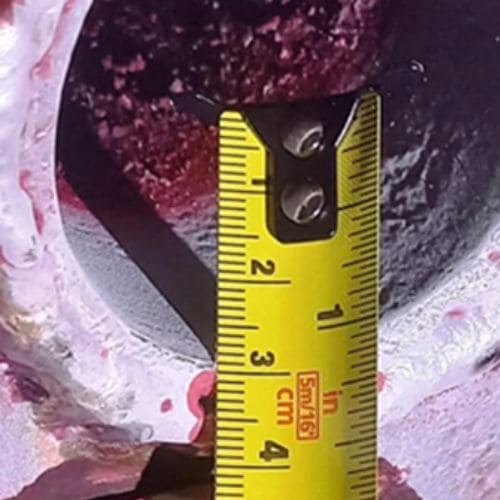
Registro de 3,78mm en Patín inferior
Muestra desgaste en patín inferior
Desprendimiento de metal por capas
Registro de 7,48 mm en el alma de la viga
Muestra corrosión de patín inferior cerca a la columna
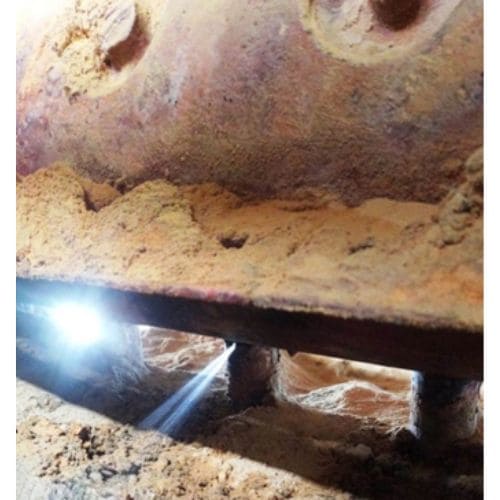
Muestra corrosión microbiológica, deterioro del metal causado por la actividad de microorganismos
Muestran el estado actual de la viga A, Presenta desgaste de espesor por corrosión, el espesor mínimo encontrado es de 2,24 mm en el patín inferior de la viga, se observa desprendimiento de pintura, desprendimiento del metal por capas, desgaste por corrosión generalizada, corrosión localizada y presencia de corrosión microbiológica. Se recomienda reparar o cambiar el elemento estructural.
Viga 2-1 y Viga 2-2
Alma y patín superior de Viga 2-2
Registro de 4,94mm en Alama de viga 2-2
Muestra desgaste en patín inferior viga 2-2
Muestran el estado actual de la viga 2, tramo 2-1 y tramo 2-2; el tramo de viga 2-1 Presenta algunos puntos de desgaste localizado; en el tramo de viga 2-2 se registro espesor mínimo de 2,24 mm en el patín inferior y 2,34mm en patín superior de la viga (ver tabla de espesores), se observa desprendimiento de pintura, desgaste por corrosión generalizada y desprendimiento del metal por capas; se recomienda cambiar el tramo de viga 2-2 y reparar el tramo de viga 2-1.
Viga B, Viga 1-AB y Viga AB
Vista general de Viga B, Viga 1-AB y Viga AB
Corrosión generalizada en viga B
Desprendimiento de m
Muestran el estado actual de la de Viga B, Viga 1-AB y Viga AB; en la viga 1-AB y Viga AB no se registro espesores; se encontró un espesor mínimo de 3,08 mm en el patín superior de la viga B; se observa desprendimiento de pintura, desgaste por corrosión generalizada y desprendimiento del metal por capas en viga 1-AB y Viga AB; se recomienda cambiar las Vigas B, 1-AB y AB.
Viga BC1, Viga C, Viga D y Viga DE1
Vigas C y D, patín inferior
Vigas C y D, patín inferior
Vigas C, patín inferior
Registro de 10,77 mm
Muestran el estado actual de las Vigas BC1, Viga C, Viga D y Viga DE1; En la viga C, se registró un espesor mínimo de 2,05mm en el patín inferior y 2,68mm en el alma; en la viga D se registró un espesor mínimo de 2,72mm en el alma; en la viga BC1 se registró un espesor mínimo de 5,30mm en el alma, en la viga DE1 se encontró un espesor mínimo medido de 5,96mm en el alma de la viga; se observa desprendimiento de pintura desgaste por corrosión localizada en vigas C y D, se recomienda cambiar o reparar estas vigas (ver tablas de registro) se recomienda hacer seguimiento o reparar vigas BC1 y DE1.
REPARACIÓN DE FUGAS EN EL SUPERHEATER DE LA CALDERA
ESREMCAL S.A.S. realizó cinco pruebas hidrostáticas, corrigiendo un total de ocho fugas detectadas en las primeras cuatro pruebas. Las reparaciones se ejecutaron entre el 9 y 10 de septiembre por personal especializado, logrando resultados satisfactorios. La quinta prueba se efectuó de forma gradual hasta 450 PSI, sin presentarse fugas, y las últimas correcciones fueron verificadas mediante ensayos no destructivos con tintas penetrantes.
Vista general del cabezal fuera del superheater.
Fuga ubicada en el cabezal del superheater.
Limpieza en donde se evidencia la fuga.
Aplicación de soldadura GTAW
Corrección de fuga en el cabezal.
Aplicación de tintas penetrantes.
Fuga reparada el tubo 2, fila 9, dentro del superheater.
Prueba de presión hidrostática final a 450 PSI, con resultados satisfactorios.
Expansión de tubería, ensayos no destructivos y línea de curva de calentamiento.
ESREMCAL S.A.S. realizó la inspección de la placa tubular frontal y trasera de la caldera 4. Durante la prueba hidrostática se detectaron fugas en la placa tubular trasera, identificándose 44 tubos con fuga en los lados derecho e izquierdo. Como acción correctiva, se procedió a la expansión de la tubería.
Vista general de la parte trasera de la caldera 4.
Placa de la caldera 4.
Tras la expansión de la tubería y una nueva prueba a 225 PSI, se evidenció que algunos tubos continuaban con fuga. De común acuerdo entre el cliente y ESREMCAL S.A.S., se decidió soldar a la placa doce (12) tubos (5 del lado derecho y 7 del lado izquierdo), debido al espesor reducido que impedía continuar la expansión. La soldadura se realizó con precalentamiento a 300 °F, mediante proceso SMAW con electrodo E6010 de 3/32″. La inspección por tintas penetrantes detectó dos indicaciones no relevantes, las cuales fueron corregidas satisfactoriamente. Finalmente, se ejecutó una prueba hidrostática a 225 PSI con resultados satisfactorios. Soldador: Jair Gil Zapata (J.G.Z.).
Proceso de expansionado de tubería parte trasera de la caldera 4.
Proceso de expansionado de tubería.
Inspección por tintas penetrantes a 5 tubos de la placa trasera, lado derecho.
Inspección por tintas penetrantes F-3 T-5; con 1 indicación no relevante (Lado derecho).
Indicación redondeada de 5 mm no relevante en F-3 T-5 (Lado derecho).
Inspección por tintas penetrantes F-4 T-7 y F-5 T-8, con resultados satisfactorios (Lado derecho).
Inspección por tintas penetrantes F-13 T-48 y F-14 T-56, con resultados satisfactorios (Lado derecho).
Inspección por tintas penetrantes F-10 T-29 (Indicación no relevante) y T-30, con resultados satisfactorios (Lado izquierdo).
Continuando con la última prueba realizada el día viernes 7:00 p.m. se dejan bloqueadas las válvulas de seguridad a 225 PSI con la caldera presurizada; El día sábado se verifica sí hay fugas y se encuentra cero fugas. Se procede a realizar la línea de curva de calentamiento de la caldera, según la tabla de datos (pág. 8).
Temperatura del precalentamiento a 310 °F.
Aplicación de soldadura con proceso SMAW, E 6010 de 3/32″.
Inspección visual a la corrección de la indicación hallada en F-10 T-29 (Lado izquierdo).
Inspección con tintas penetrantes a corrección de la indicación hallada en F-10 T-29 (Lado izquierdo).
Inspección con tintas penetrantes a corrección de la indicación hallada en F-10 T-29 (Lado izquierdo) con resultados satisfactorios.
Inspección visual a la corrección de la indicación hallada en F-3 T-5 (Lado derecho).
Inspección con tintas penetrantes a corrección de la indicación hallada en F-3 T-5 (Lado derecho).
Inspección con tintas penetrantes a corrección de la indicación hallada en F-3 T-5 (Lado derecho), con resultados satisfactorios.
MANTENIMIENTO GENERAL CALDERA 3
El mantenimiento de la Caldera 3 se ejecutó del 22 al 26 de septiembre de 2025 e incluyó limpieza general interna y externa, prueba hidrostática a 140 psi sin evidencia de fugas, y el reemplazo de sellos, empaquetaduras y material aislante deteriorado. Los trabajos se realizaron con energías peligrosas bloqueadas y permisos de seguridad diligenciados, contemplaron la limpieza de tubos, hidrolavado por los lados de gases y agua, secado interno, inspección de juntas soldadas y la instalación de manta cerámica de alta temperatura, dejando el equipo correctamente sellado y en condiciones adecuadas tras el mantenimiento.
Caldera 3 antes de retirar la tapa frontal
Caldera 3 , antes de retirar tapa posterior.
Estado de placa tubos frontal y manta cerámica..
Estado de manta cerámica parte frontal de la caldera
Estado de Placa tubos posterior (tubos de humos tercer paso)
Estado de manta cerámica placa tubos posterior
Parte superior de la caldera
Estado de Manhole, parte superior de la caldera
ESREMCAL S.A.S. realizó Ensayos No Destructivos (END) a la Caldera 3 de QUIMPAC, incluyendo inspección visual (VT), tintas penetrantes (PT), medición de espesores por ultrasonido (UTT) y corrientes inducidas de campo remoto (RFT), con el fin de evaluar su condición actual conforme a los códigos de referencia. Durante la inspección visual interna y externa no se evidenciaron indicaciones relevantes en juntas de soldadura, expansiones de tubos, soportes estructurales ni cimentación que comprometieran el funcionamiento del equipo. Sin embargo, tras el lavado general se observó presencia de lodos incrustados en los tubos de humo, atribuibles a la calidad del agua o a un tratamiento químico inadecuado, por lo que se recomienda fortalecer el tratamiento químico, aumentar la frecuencia de lavados y purgas para mantener la caldera en condiciones óptimas y preservar su eficiencia operativa.
Estado de Placa tubos posterior (tubos de humos tercer paso)
Estado de manta cerámica placa tubos posterior
Parte superior de la caldera
Estado de Manhole, parte superior de la caldera
Inspección Visual Interna
Durante la inspección visual interna por el manhole superior (lado agua), no se evidenciaron incrustaciones severas en los tubos, aunque sí presencia de lodos en tubos, cuerpo, placas portatubos y conexiones; las juntas de soldadura de rigidizadores, conexiones, cuerpo y cámara de combustión se encontraron en buen estado, sin indicaciones relevantes que afecten el funcionamiento del equipo. No obstante, se observó desgaste por corrosión en el interior de las dos válvulas de seguridad, lo cual puede comprometer su operación y la capacidad de alivio de presión, por lo que se recomienda realizar inspecciones periódicas, evaluar el deterioro y efectuar su reemplazo cuando sea necesario.
Vista general de la parte frontal de la caldera (Rigidizadores y salida de vapor)
Vista general de la parte posterior de la caldera (Rigidizadores y el hogar de la caldera)
Presencia de lodos en tubos lado agua.
Presencia de lodos en tubos lado agua.
Separador salida de vapor
Junta de soldadura salida de vapor
Rigidizadores
Soldadura de rigidizadores
Soldadura de rigidizadores
Soldadura de rigidizadores
Soldadura de conexión 2. Válvula de seguridad
Soldadura de conexión 3, tiene tapón en la parte externa.
Tintas Penetrantes
En la parte frontal de la caldera 3 se realiza tintas penetrantes a las juntas de soldadura del Shell con la placa tubos frontal, juntas de soldadura de la placa tubos frontal con el hogar o cámara de combustión, juntas de soldadura de los rigidizadores con la placa tubos. En la parte posterior de la caldera 3 se realiza tintas penetrantes a las juntas de soldadura del Shell con la placa tubos posterior; lado paso 3 y lado paso 2, juntas de soldadura de la placa tubos posterior con el hogar o cámara de combustión, juntas de soldadura de los rigidizadores con la placa tubos. Se realiza tintas penetrantes de la placa tubos posterior paso 2 con el cuerpo de la caldera y junta de soldadura de la placa tubos paso 2 con la cámara de combustión. Durante la inspección se utiliza limpiador SKC-S, penetrante SKL-SP2, revelador SKD-S2 de la marca Magnaflux Tintas Penetrantes (PT) en Placa Tubos Frontal Caldera 3
Limpieza de juntas de soldadura placa frontal con cuerpo de la caldera, de la placa tubos con el hogar y rigidizadores
CORRECCIÓN DE FUGAS EN LA CALDERA N°5
Vista interna del domo superior.
Identificación de las indicaciones en los tubos N° 18 y 19 del domo superior.
Indicación en el tubo N°18, domo superior.
Indicación en el tubo N° 19, domo superior.
Corte de cuatro (4) tramos de tubos pantalla (Parrilla).
Preparación tubos de pantalla (biseles y limpieza).
Fisura en el tubo relieve N° 6 y pared afectada.
Tubo relieve N°6 afectado.
Personal de ESREMCAL SAS, realiza la identificación de fisuras mediante inspección visual en el domo superior y domo inferior de la caldera N°5, hallándose indicaciones en el domo superior en los tubo N° 18 y 19 taponando ambos tubos; En el domo inferior (parrilla), se halla fuga en el tubo relieve N°6 y en la pared del domo. Se verifica que la indicación hallada en la pared del domo fue removida al 100% mediante tintas penetrantes, se procede aplicar soldadura de reconstrucción (Temper Bead Welding) bajo el proceso de media capa revenida, proceso SMAW procedimiento de soldadura WPS T-CAL-765-1 V.0, electrodo E 7018 H4R de 1/8″ de diámetro. Soldador John Gutiérrez y Jair Gil, se pule la soldadura hasta dejarla a nivel del material base, se realiza tintas penetrantes para verificar la integridad de la reparación. Se realiza prueba de presión hidrostática con resultados satisfactorios.
Remoción y preparación de la pared del domo afectada.
Realización de tintas penetrantes, para verificar que no hay mas indicaciones.
Precalentamiento del material base afectado a temperatura 400°F.
Aplicación de soldadura bajo el proceso de media capa revenida.
Nivelación de la soldadura con el material base.
Post-calentamiento durante 2 horas (Temperatura 500°F a 600°F).
Aplicación de soldadura internamente del domo bajo el proceso de media capa revenida.
Nivelación de la soldadura con el material base (internamente del dom
El personal de Esremcal realizó una inspección visual en la caldera N.° 5, identificando fisuras en los tubos N.° 18 y 19 del domo superior y en el tubo relieve N.° 6 de la parrilla, lo cual también afectó la pared del domo. De común acuerdo con el cliente Ingenio Río Paila–Castilla, se decidió taponar los tubos 18 y 19 y efectuar una prueba hidrostática.
Durante la prueba se evidenció persistencia de fuga, por lo que se amplió la inspección, detectándose la fisura en el tubo relieve N.° 6 y en la pared del domo. Se procedió al corte del tubo afectado y a la recuperación de la pared del domo mediante soldadura con el proceso de media capa revenida, cumpliendo precalentamiento, soldadura SMAW con electrodo E7018 H4R, tratamiento térmico post-soldadura y verificación con tintas penetrantes, con resultados satisfactorios.
Posteriormente, se soldaron el tubo relieve y los tubos pantalla mediante proceso GTAW con aporte ER70S-6 y se realizó el expansionado de los tubos indicados en las filas 17 a 20 del domo superior y del tubo relieve N.° 6 en la parrilla.
Colocación de manta térmica para enfriamiento lento durante 3 horas.
Control de temperatura hasta llegar a temperatura ambiente (30°C=86°F).
Realización de tintas penetrantes para verificar que no haya indicaciones.
Realización de tintas penetran
Preparación para instalar tubo relieve de 2″ de longitud y 3 1/4″ de diámetro externo.
Preparación y aplicación de soldadura a tubos pantalla de 2″ de longitud.
Tubos a expandir domo superior.
Proceso de expansionado de tubos.
INSPECCION CON TINTAS PENETRANTES
Digestor N. 06.
Vista general del parche #1.
Vista interna del domo superior.
Vista general de la realización de tintas del parche #1.
Soldadura circular del Parche #1- Superior.
Revelación de siete indicaciones en los botones del parche #1.
Indicaciones en los botones del parche #1.
Reparación de indicaciones en el parche #1.
INSPECCION A TANQUE
Tanque Principal de Almacenamiento de Combustible Fuel Oil, fabricado por Construcciones Metálicas Industriales Ltda en 1998, capacidad, altura, diámetro, material, Código de Fabricación API 650.
REPARACIÓN DE FUGA EN EL ECONOMIZADOR DE LA CALDERA N.º 8